
A szerszámrepedések gyakori kihívást jelentenek a precíziós gyártásban. A fröccsöntéstől a nyomásos öntésig még a kisebb felületi repedések is termékhibákhoz, működési késedelmekhez és megnövekedett karbantartási költségekhez vezethetnek. A hagyományos javítási módszerek, mint például a TIG-hegesztés vagy a forrasztás, gyakran túlzott hőt termelnek, ami deformációt, maradékfeszültséget és hosszabb állásidőt okoz.Formázó lézeres hegesztőgépekmegoldást kínálnak, precíz javításokat biztosítva, amelyek visszaállítják a forma integritását a geometriájának veszélyeztetése nélkül.
Ez a cikk azt vizsgálja, hogyan javítják a lézeres hegesztőgépek a repedéseket deformáció nélkül, miért jobb ez a technológia a hagyományos módszereknél, és milyen műszaki elvek biztosítják a javítás pontosságát.
A kihívás megértése: Miért nehéz javítani a repedéseket?
A szerszámanyagokat, beleértve a H13, P20, NAK80 vagy S136 szerszámacélokat is, keménységre és kopásállóságra tervezték. Repedés kialakulásakor a javításhoz három kritikus tényező egyensúlyozása szükséges:
- Szabályozott hőbevitel– A túlzott hő hatására a környező fémek kitágulhatnak és deformálódhatnak.
- Hőhatásövezet (HAZ) minimalizálása– A nagy hőérzeti zónák (HAZ) felpuhíthatják a szomszédos területeket és szerkezeti instabilitáshoz vezethetnek.
- Pontos tűréshatárok betartása– Sok öntőforma összetett alakú és szűk méretekkel rendelkezik; már a kismértékű deformáció is befolyásolhatja az alkatrész minőségét.
A hagyományos hegesztés gyakran nem felel meg ezeknek a követelményeknek. A széles hőeloszlás, a magas hozaganyag-felhasználás és a lassú hűtés torzulásokat és feszültségkoncentrációkat okoz. A hegesztés utáni megmunkálás vagy polírozás tovább módosíthatja a méreteket, ami néha használhatatlanná teheti a szerszámot.
A lézeres öntőforma-hegesztőgépek ezeket a kihívásokat a hő és az anyaglerakódás páratlan pontosságú szabályozásával küszöbölik ki.
Fókuszált energia a precíziós javításokhoz
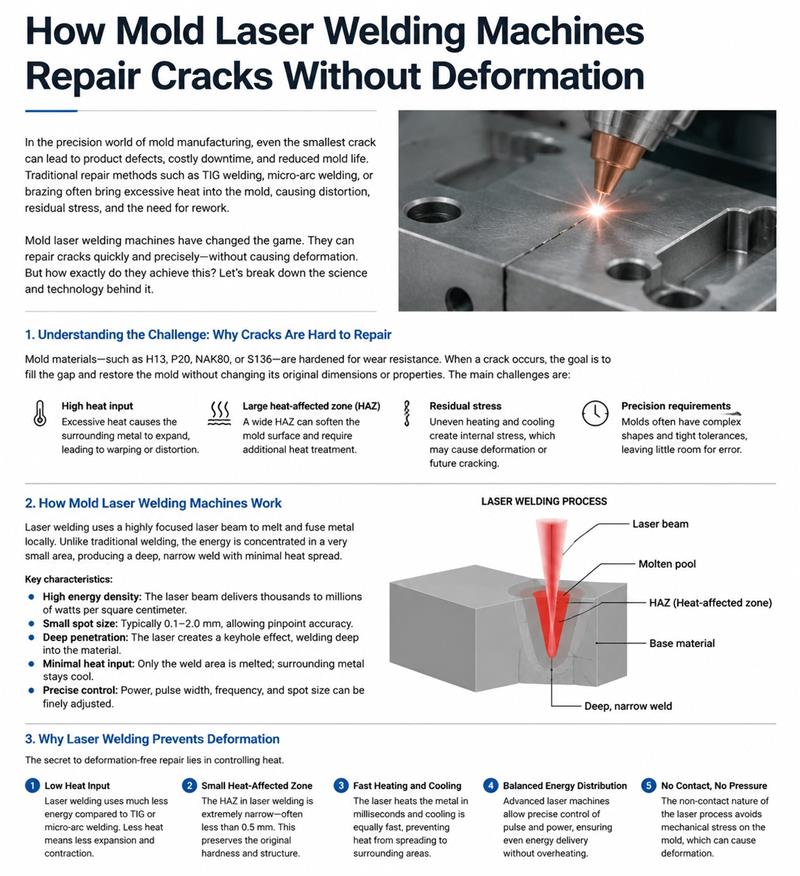
A lézerhegesztés elsődleges oka a deformáció megakadályozásafókuszált energialeadásAz ívhegesztéssel ellentétben, amely a hőt széles területen osztja el, a lézerhegesztés négyzetcentiméterenként több ezer vagy akár több millió watt energiát koncentrál egy kis pontra. Ez a keskeny sugár:
- Mélyen behatol a repedésbe anélkül, hogy a környező területeket túlmelegítené.
- Mély, keskeny hegesztési varratot hoz létre, amely teljesen összeolvasztja az anyagot, miközben megőrzi a forma eredeti alakját.
- Korlátozza a hőhatásövezetet, gyakran kevesebb mint 0,5 mm-re, megőrzi a keménységet és a méretstabilitást.
Az energiakoncentráció szabályozásával a lézerhegesztés lehetővé teszi a kezelők számára, hogy csak a sérült területet javítsák ki, megakadályozva a hőtágulás vagy -összehúzódás átterjedését a repedésen túl.
Réteges töltőanyag-lerakódás
A lézeres hegesztőgépek precíz,réteges töltőanyag-lerakódásA repedés felesleges anyaggal való elárasztására a gép fokozatosan építi fel a javítást:
- Kis mennyiségű kompatibilis hozaganyagot rétegenként visznek fel.
- Minden réteget lézersugárral megolvasztanak és egyesítenek, homogén szerkezetet képezve.
- A folyamat addig folytatódik, amíg a repedés teljesen ki nem töltődik, miközben az eredeti formageometriához igazodik.
Ez az ellenőrzött megközelítés elkerüli a túltöltést, csökkenti a csiszolás vagy polírozás szükségességét, és biztosítja, hogy a javított forma megtartsa eredeti tűréshatárait.
Gyors felfűtés és hűtés
Egy másik fontos tényező, ami megakadályozza a deformációt, agyors fűtési és hűtési cikluslézerhegesztés. A fókuszált lézer ezredmásodpercek alatt felmelegíti a repedés területét, és csak ott hoz létre olvadékfürdőt, ahol szükséges. Az anyag szinte azonnal lehűl és megszilárdul, megakadályozva a hőfeszültség terjedését a szomszédos régiókra.
A hagyományos hegesztés során a lassabb melegítési és hűtési sebesség gyakran egyenetlen összehúzódást okoz, feszültséget és torzulást okozva. A lézerhegesztés minimalizálja ezeket a hatásokat, lehetővé téve, hogy a formák a javítás után is megőrizzék szerkezeti integritásukat és pontos felületi geometriájukat.
Automatizálás és CNC útmutatás a pontosságért
A modern lézerhegesztő gépek gyakran integráljákCNC irányítás, robotkarok és látórendszerekEz lehetővé teszi:
- A digitális formarajzok pontos követése.
- Egyenletes hegesztési elrendezés, még összetett geometriák esetén is.
- Az emberi hibák elkerülése, amelyek megváltoztathatják az igazítást vagy túlzott hőt okozhatnak.
Bonyolult jellemzőkkel rendelkező öntőformák esetében az automatizálás biztosítja, hogy a javításokat pontosan ott végezzék el, ahol szükséges, megőrizve a forma eredeti funkcionalitását és csökkentve a deformáció kockázatát.
Nincs érintkezés, minimális mechanikai igénybevétel
A lézerhegesztés egyérintésmentes folyamat, ami azt jelenti, hogy a javítás során nem alkalmaznak mechanikai nyomást a formára. A hagyományos hegesztési módszerek, különösen a mechanikus vagy szorítós megközelítések további feszültséget okozhatnak, amely deformálja a formát. A lézerhegesztés érintkezésmentes jellege kiküszöböli ezt a kockázatot, megőrzi a forma szerkezeti integritását, miközben lehetővé teszi a javításokat kényes vagy nagy pontosságú területeken.
Utófeldolgozás egyszerűsítése
Mivel a lézerhegesztés sima, egyenletes rétegeket hoz létre minimális torzulással, az utómegmunkálás gyakran minimális. Ez csökkenti a csiszolás, polírozás vagy további megmunkálás szükségességét, amelyek egyébként megváltoztathatnák a forma méreteit vagy felületi egyenetlenségeket okozhatnának. A gyártók a gyorsabb átfutási idő, a jobb termékminőség és a csökkentett munkaerőköltségek előnyeit élvezhetik.
Következtetés
Formázó lézeres hegesztőgépeknagy pontosságú megoldást kínálnak a repedések deformáció nélküli javítására. A fókuszált energia, a szabályozott töltőanyag-lerakódás, a gyors melegítés és hűtés, a CNC-vezérelt automatizálás és az érintésmentes megmunkálás kombinálásával ezek a gépek megőrzik a forma geometriáját és integritását, miközben visszaállítják a teljes funkcionalitást.
A nagy pontosságú öntőformákkal foglalkozó gyártók számára a lézerhegesztés nemcsak csökkenti az állásidőt és a javítási költségeket, hanem meghosszabbítja a szerszám élettartamát és biztosítja az állandó gyártási minőséget. Ennek a technológiának az alkalmazása lehetővé teszi a műhelyek számára a szigorú tűréshatárok fenntartását, az anyaghulladék minimalizálását és az általános hatékonyság javítását – ami egyértelmű előnyt jelent a hagyományos hegesztési módszerekkel szemben.
A mai versenyképes gyártási környezetben a szerszámok gyors, pontos és deformációmentes javításának képessége jelentheti a különbséget a termelési célok elérése és a költséges késedelmek között. A lézeres szerszámhegesztő gépek ezt a képességet biztosítják, így nélkülözhetetlen eszközök a modern szerszámkarbantartáshoz.
Közzététel ideje: 2026. május 6.
